

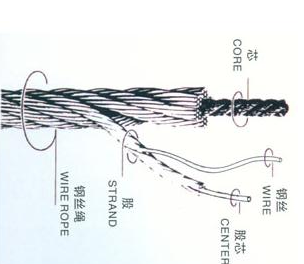
不锈钢钢丝绳结构示意图
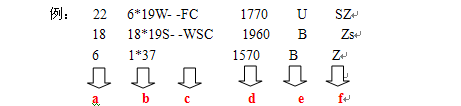
不锈钢钢丝绳字母代码含义
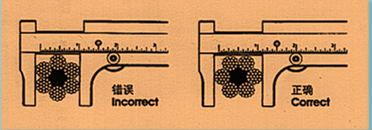
钢丝绳直径是怎么测量的
钢丝绳结构:如例6*19W,6代表钢丝绳的股数,19代表每股中钢丝的个数,W代表
钢丝在股中排列的形式。
|
股结构类型 |
代 号 |
|
单捻 |
无代号 |
|
平行捻西鲁式 |
S |
|
平行捻瓦林吞式 |
W |
|
平行捻填充式 |
F |
|
平行捻西瓦组合式 |
WS |
|
多工序捻(圆股)点接触 |
M |
|
股结构形状 |
代 号 |
|
圆形 |
无代号 |
|
三角形(扇形) |
V |
|
椭圆形 |
Q |
|
扁形或带形 |
P |
|
压实形 |
K |
|
K表示股经过模拉锻打的压实加工工艺,如一个由36根钢丝组成的西瓦式压实圆股的标记为K36WS。 |
|
c)芯结构:
|
钢丝绳中心组件名称 |
代 号 |
|
纤维芯 |
FC |
|
天然纤维芯 |
NFC或NF |
|
合成纤维芯 |
SFC或SF |
|
固态聚合物芯 |
SPC |
|
钢芯 |
WC |
|
钢丝股芯 |
WSC或IWS |
|
独立钢丝绳芯 |
IWRC或IWR |
|
压实股独立钢丝绳芯 |
IWRC(K) |
|
聚合物包覆独立绳芯 |
EPIWRC |
|
平行捻钢丝绳芯 |
PWRC |
|
压实股平行捻钢丝绳芯 |
PWRC(K) |
|
填充聚合物的平行捻钢丝绳芯 |
PWRC(EP) |
|
阻旋转钢丝绳的密实钢丝股芯 |
KWSC |
d)钢丝绳强度级别:用数值表示的要求的钢丝绳破断拉力水平,一般以MPa表示,常用的
强度级别有1320 1570 1670 1770 1870 1960 2160Mpa 等。
e)钢丝表面状态:
|
钢丝表面状态 |
代 号 |
|
光面或无镀层 |
无代号或NAT |
|
B级镀锌 |
B或ZBB |
|
A级镀锌 |
A或ZAA |
|
AB级镀锌 |
AB或ZAB |
|
B级锌合金镀层 |
B(Zn/Al) |
|
A级锌合金镀层 |
A(Zn/Al) |
f)捻制类型及方向:
|
捻制类型及方向 |
代 号 |
|
单捻钢丝绳 右捻 |
Z |
|
单捻钢丝绳 左捻 |
S |
|
多股钢丝绳 右交互捻 |
ZS |
|
多股钢丝绳 左交互捻 |
SZ |
|
多股钢丝绳 右同向捻 |
ZZ |
|
多股钢丝绳 左同向捻 |
SS |
|
多股钢丝绳捻向第一个字母表示绳的捻制方向,第二个字母表示股的捻制方向。 |
|
钢 丝 绳 的 选 购 原 则
1:当磨损断丝为失效的主因时,尽量选用外层丝较粗的结构,如西鲁式、面接触、同向捻。
2:当弯曲疲劳为失效的主因时,线接触或丝径较细的点接触更能延长寿命。
3:当腐蚀断丝为失效主因时,应选择不锈钢、镀锌、光面重涂油、表面涂塑等钢丝绳。
4:当钢丝绳工作时不允许旋转的,应选用多层股、单层少股或其他特殊结构的钢丝绳。
5:当钢丝绳直径由于滑轮限制而实际负载又较大时,选用高强度、线接触钢芯,面接触钢
丝绳。
6:当钢丝绳使用场合是专门用途的,应选用专用钢丝绳,如:电梯用,高空作业吊兰用。
钢丝绳的使用安全与保养
1:碳钢钢丝绳的适用温度
a)纤维芯钢丝绳能够耐受不超过100℃的温度,但当温度超过60℃时会加速钢丝绳
油脂的流失,降低使用寿命。
b)钢芯钢丝绳能够耐受不超过200℃的温度,在此温度下应减少工作载荷;在100℃-
200℃温度的范围内工作时,强度损失可达10%-15%。
c)当钢丝绳在-40℃工作时,强度不受损失,但其它性能可能降低;在-40℃以下工作时,
强度增加,韧性降低。
d)当使用温度在60℃以上或在-30℃以下时,请和制造商确认钢丝绳表面脂性能。
2:终端固接装置的适用温度
a)铝合金套管压制索具使用温度不得超过150℃;
b)钢制套管压制索具使用温度不得超过200℃;
c)铅基合金浇灌固接索具使用温度不得超过80℃;
e)锌和锌基浇铸固接索具使用温度不得超过120℃;
3:钢丝绳使用前的检查
钢丝绳交付后,客户应检查钢丝绳外表有无碰、挂、擦伤痕迹,核对实物是否与质
量证明文件相符,并确认钢丝绳及终端固接能与其设备配套。钢丝绳无质量证明书时,
则此钢丝绳不能用于提升用途。
4:钢丝绳的储运
钢丝绳应储存在清洁、干燥、无灰尘、有遮挡的场所。钢丝绳不允许储存在易受化
学烟雾、蒸汽或其它腐蚀性介质侵袭的场所。
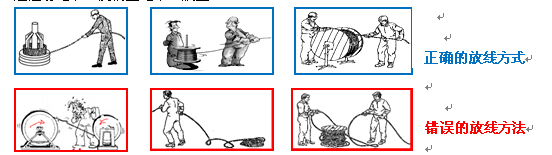
5:解卷
解卷时将绳盘放在专用支架上,也可用一根钢管穿入绳盘孔,两端套上绳索吊起,将
绳盘缓缓转动。转动木盘时,用麻布给钢丝绳施加一定阻力,使钢丝绳一直张紧,不能
让钢丝绳落地成圈,打死扣。对于脱件盘卷包装的钢丝绳,应放在转盘上,边转动转盘
边拉动绳子,使钢丝绳 平直放出。
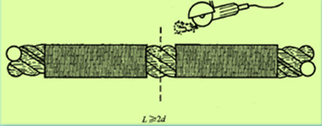
6:剪切:钢丝绳剪切前应在切割处两边相距10-20mm用铁丝扎紧,捆扎长度为绳径的1-4倍,
再用切割工具切断。
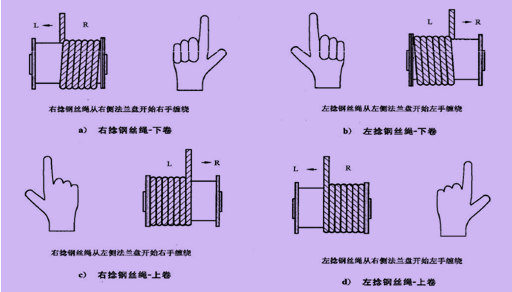
7: 钢丝绳在卷筒上的排列:钢丝绳在卷筒上的缠绕方向必须根据钢丝绳的捻向,右捻绳从
左到右,左捻绳从右到左排列,缠绕应排列整齐,从下向上依层排列,避免出现偏绕、
乱绕、夹绕、s形绕现象。
8: 安装施工应避免钢丝绳表面被硬物磨损,刮伤,及沾上杂物,否则可能会对滑轮和钢
丝绳造成损伤。对于现场有电焊作业时,应防止搭铁损坏钢丝绳股,还应防止焊渣沾上
钢丝绳,产生钢丝灼伤,断裂。

9:对于电梯钢丝绳安装时,各曳引钢丝绳之间的张力应调整均匀(钢丝绳间张力偏差应不
大于5%)。对限速器钢丝绳也应调整,防止过松或过紧。安装更换钢丝绳时,应尽量缩
短自由悬垂时间,防止钢丝绳由于自身的重力作用产生自由旋转,进而破坏钢丝绳的捻
制参数,造成钢丝绳的局部松弛。
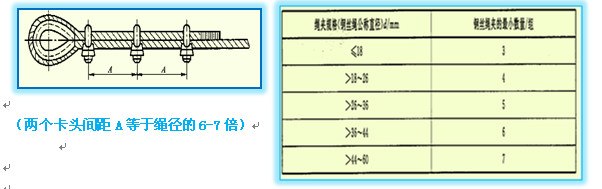
10:对于终端用钢丝绳卡头固接的,应按以下方法安装。
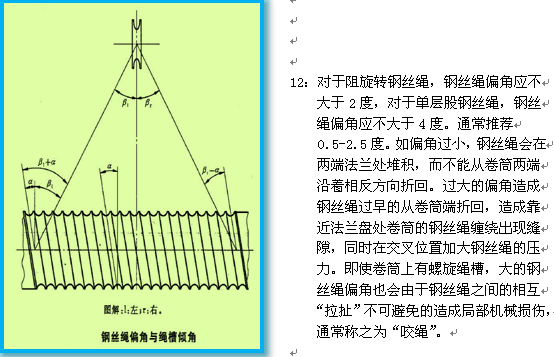
11:钢丝绳对卷筒及滑轮的要求:
卷筒或滑轮的直径、绳槽的半径对钢丝绳使用寿命起着十分重要的作用,在安装
前应确认是否符合要求。
卷筒或滑轮的直径计算用公式为“卷筒最小直径D1=系数H×钢丝绳直径D”,式
中系数H与机构工作级别和钢丝绳结构有关,一般情况下H值取25。采用钢芯钢丝绳、
多层股不旋转钢丝绳时,H值的选取应适当提高。绳槽半径的尺寸小于钢丝绳实测直
径的1/2时必须更换滑轮。绳槽半径按R=(0.53~0.56)×钢丝绳直径D计算,常用
绳槽半径与钢丝绳直径对照见下表。

13:使用前试运转:
钢丝绳在起重机上投入使用之前,用户应确保与钢丝绳运行关联的所有装置运转正
常。为使钢丝绳及其附件调整到适应实际使用状态,应对机构在低速和大约10%左右的
额定工作载荷的状态下进行多次操作循环运转操作。
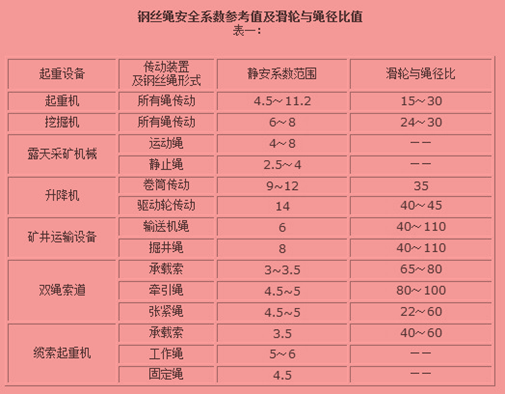
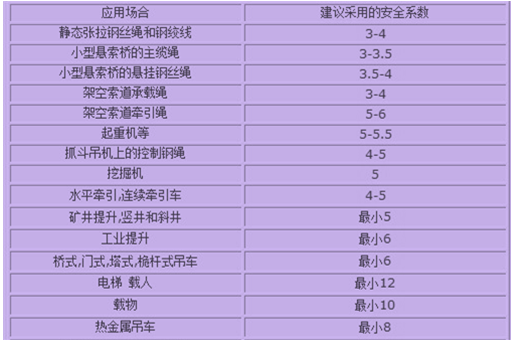
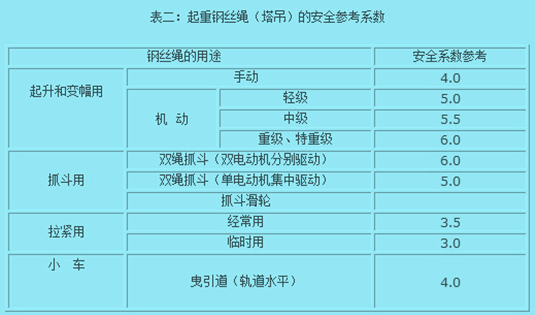
14:钢丝绳常用安全系数
15:维护保养:钢丝绳在出厂时已涂足了油脂,但经运行后油脂会逐渐减少,且钢丝绳表面
尘埃.碎屑等污物,引起钢丝绳及绳轮的加剧磨损和钢丝绳生锈,因此,应定期清洗和
加油。简易的方法是先用尼龙刷和其它相应的工具擦掉钢丝绳表面的尘埃和污物,对于
起重钢丝绳需把加热溶化的钢丝绳表面脂均匀的涂抹在钢丝绳表面,也可用30-40号机
油喷浇在钢丝绳表面;对于电梯钢丝绳,需把电梯专用保养油涂在钢丝绳表面(必须是
专用油,专用油有增磨效果)。
16:检查记录:使用钢丝绳必须检查并做好记录,定期检查的内容除了上述清洗加油外,还
应检查钢丝绳的磨损程度(应特别注意钢芯钢丝绳的内部腐蚀)、断丝情况、腐蚀程度、
以及吊钩滑轮等磨损情况。发现异常情况必须及时调整或更换。电梯钢丝绳应特别注意
绳径变化情况,当钢丝绳实测直径相对钢丝绳公称直径减少6%时,必须立即报废该钢
